- ホーム
- 基礎知識
- ニッケル合金のさまざまな加工
- ニッケル合金の塑性加工
ニッケル合金の塑性加工
ハステロイをはじめとするニッケル合金の多くは製缶や配管の製作に用いられますが、そのためには適切な塑性加工を行わなければなりません。ここではその加工例をいくつか挙げます。
造管加工
造管とは、缶体や管台となる円筒を製作する工程のことですが、何段階かのプロセスから成り立っています。ここでは、冷間プレス加工の例を挙げます。
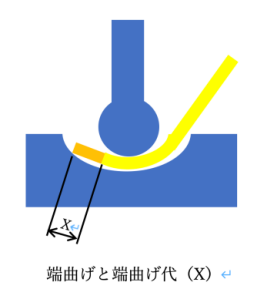
①U曲げ(端曲げ)
まず溶接の開先部をなす板の端部が所定の曲率半径となるよう、プレスブレーキなどで成形します。この加工では、板の縁部と圧下するプレス型とがなすモーメントアームを大きく取ることができないことに加え、ニッケル合金の耐力は比較的高くスプリングバックも大きいため、不用な加工硬化を来さぬよう大きなプレス荷重で一気に塑性変形させる必要があります。
ここで注意すべきなのは、ある程度の端曲げ過剰は後の真円矯正工程で修正できるのに対し端曲げ不足はほぼ修正できない、ということです。これが達成できるほどのプレス能力がない場合は「端曲げ代」を設け、周縁部から入り込んだ部位で成形した後に切断し周長調整をします。
②O曲げ
端曲げに引き続き、端曲げと同じプレス型で順次O型に成形する加工です。平板の状態で端面側に等間隔で目盛を入れ、軸線に並行となるよう目盛に合わせながら曲げを加えていきます。
③ロール曲げ
造管の仕上げとしてロールベンダー(3本ロール)を用いて真円に成形する加工です。
なおNC制御のロールベンダーには、O曲げはもちろんのこと端曲げも含めて全工程を一気通貫で加工できるタイプもあります。
④真円矯正
円筒の真円度(最大径と最小径の差)を所定の公差内へ矯正する加工です。小中径の溶接管ではダイスを通しての引き抜きが、大径管や缶体はロール曲げが一般的です。また、タップ矯正(タッピング)と言って、所定の曲率半径の上下の型の間に挟み絞り込む方法もあります。
⑤真直矯正
板巻きで溶接管を作る場合などは溶接による縦曲がり変形が発生します。規格値から外れる場合はストレート型を用いプレスブレーキで真直矯正を行います。
パイプ曲げ加工
造管して出来上がった溶接管もしくは継目無管を所定の曲率半径(R)で曲げる加工を行う場合には、まず偏平率・減肉率の規格値を確認した上で適切な曲げ方法を選定します。多くのニッケル合金は、オーステナイト系ステンレス鋼同様鋭敏化温度域があることに加え、炭素鋼とは異なり焼鈍による十分な軟化が期待できないため、加工硬化をきたさぬよう冷間で加工するのが基本となります。
①冷間曲げ
蛇管やスパージャーリングなどパイプに曲げを施す場合やUチューブ式熱交換器の伝熱管を製造する場合の最小曲げRについては、事前に専門の加工業者に確認しておくことをお勧めします。加工条件が適切でないと、偏平・減肉だけでなく蛇腹や割れなど致命的な不具合を起こしかねませんので注意をしてください。
②高周波曲げ
偏平率・減肉率の遵守が冷間曲げでは困難な場合、高周波加熱を採用し解決できる時があります。前述の通り、鋭敏化を起こさないように高周波加熱されている領域の温度域を常に監視しながらの加工となります。
都ステンレス工業ではこうした加工技術を用いて、コスパに優れた板巻き溶接パイプを製作し供給しています。詳しくはこちら↓
スピニング加工
板や製缶部品にR曲げを加えたい場合は、鏡板メーカーなどが得意とするスピニング加工が有効です。
①ジャケット肩曲げ
ニッケル合金をタンク類のジャケットとする構造は稀ですが、本体に取り付く閉鎖部の加工が必要な場合はスピニング加工で行うことができます。円筒を供給すればスピニングメーカーで加工することができます。
②コニカル大径端
コニカル(円すい胴)を供給すればスピニングメーカーで加工することができます。
③平底板(平鏡板)
底板などで平鏡板を採用する場合、円板を供給すればスピニングメーカーで加工することができます。
鏡板メーカーの多くは鏡板用途以外のスピニング加工にも対応していますのでお問い合わせください。