- ホーム
- 基礎知識
- ニッケル合金の試験・検査
- 目視試験(外観試験)について考える
目視試験(外観試験)について考える
試験・検査方法の中で基本と言えるのは目視(外観)でしょう。ここでは特に、ニッケル合金溶接部の目視試験についてご説明したいと思います。
ニッケル合金の溶接部には、引張や曲げに対する強度はもちろんのこと、繰り返し応力や長期間の荷重に耐え、しかもこうした特性が高温下や激しい腐食環境下でも十分であることが求められます。このため、炭素鋼やステンレス鋼の構造部材にも増して厳しく検査することが必要ですが、その多くは目視試験によることとなります。
目視試験は、PTやRTとは異なり特別な機材や資材を必要としないことに加え、これらでは困難な欠陥や形状不良の検出ができる点において大変有効かつ重要な方法であると言えます。ただし、経験や学識に基づいた確かな判断が求められるため、その検査員の育成には組織としての理解に基づく十分な機会創出も必要です。
また、規格などで試験の実施に必要な環境までもが定められることが多く、照明や試験エリアの清浄度、気温や湿度などに充分配慮し、適正な試験・検査を行うことが求められます。
さらに、溶接部外観の試験・検査を確実に行うには、溶接構造物の設計ならびに溶接工学についても深く理解しておくことが大切です。その代表例として以下に、主としてJIS B8265「圧力容器の構造―一般事項」における規定の要約を示します。
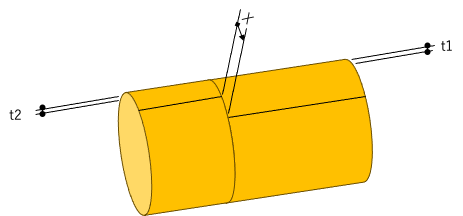
隣接する長手継手間の距離
下図の円筒周継手において、t1>t2の時、溶接線中心間距離X≧5×t1であること。
ただし、Tクロス部の100mm以内の範囲でRTを行い合格すればこれを下回っても良い。
非耐圧部材の取り付け溶接
強め輪
胴板への取り付けは完全溶け込みもしくは胴または鏡に接触させ、規格通りの長さとのど厚を持つ両側溶接とする。
スカート
胴または鏡に接触させ、ルート部から止端までの最小厚さがスカートの厚さ以上となる、連続した完全溶け込み溶接とする。
サドル、レグ、ラグ、当て板および非耐圧部材
胴または鏡に接触させた連続溶接とする。当て板を除き完全溶け込みまたは両側溶接とし、のど厚と開先深さの合計は、部材の厚さの1/2以上とする。当て板は、スミ肉溶接または開先溶接のいずれかとする。
突合せ溶接継手の端面の喰い違い
喰違いについては下表による。
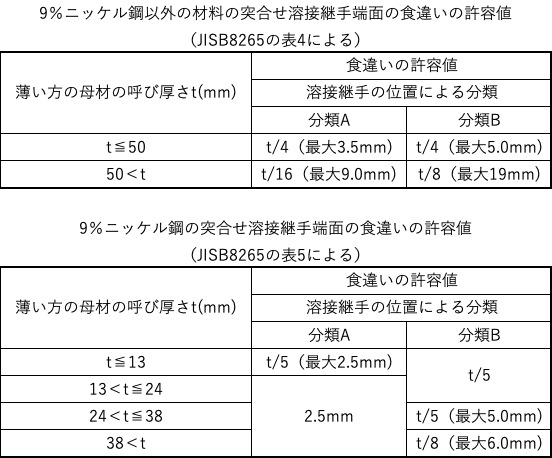
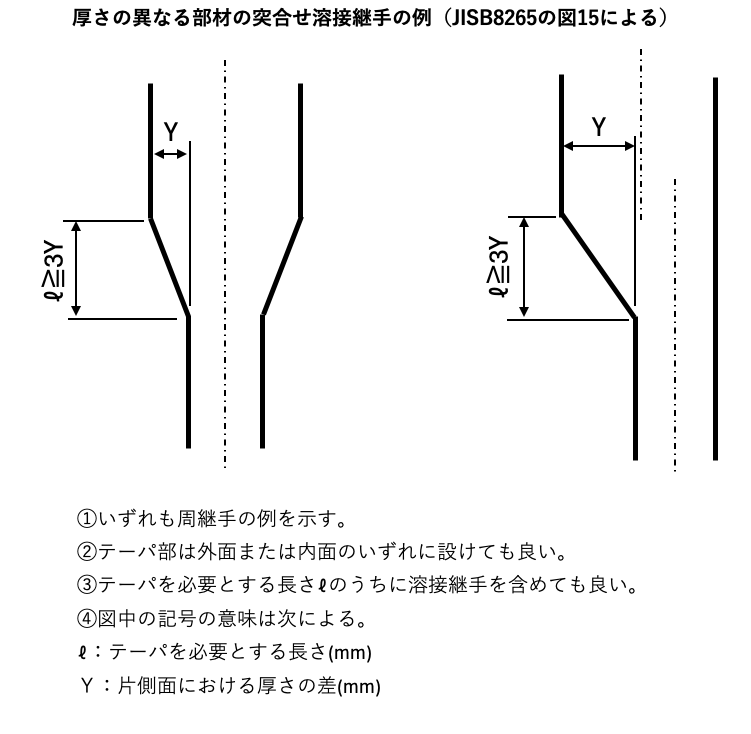
厚さが異なる部材の突合せ溶接継手
下図のように勾配を設ける加工を行う。
{kind=link}
{kind=link}
余盛の高さおよび仕上げ
放射線透過試験(RT)が要求される溶接継手の余盛高さは下表の数値とし、止端部に切り欠きが残らぬよう円滑に仕上げる。
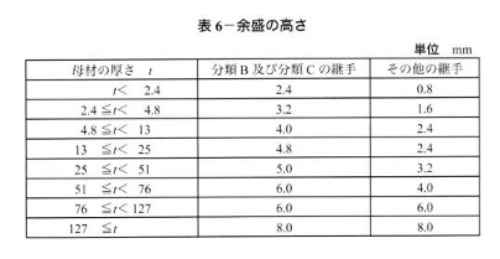
註)RTが要求されない場合は母材面より高くなっていれば可、である。一方、溶接建造物の場合は、道路橋示方書及び建築工事標準仕様書JASS6鉄骨工事に下記の規定がある。
- ビード幅が15mm未満は、余盛高さが3mm以下
- ビード幅が15mm以上25mm未満は、余盛高さが4mm以下
- ビード幅が25mm以上は、余盛高さが(4/25)×(ビード幅)mm以下
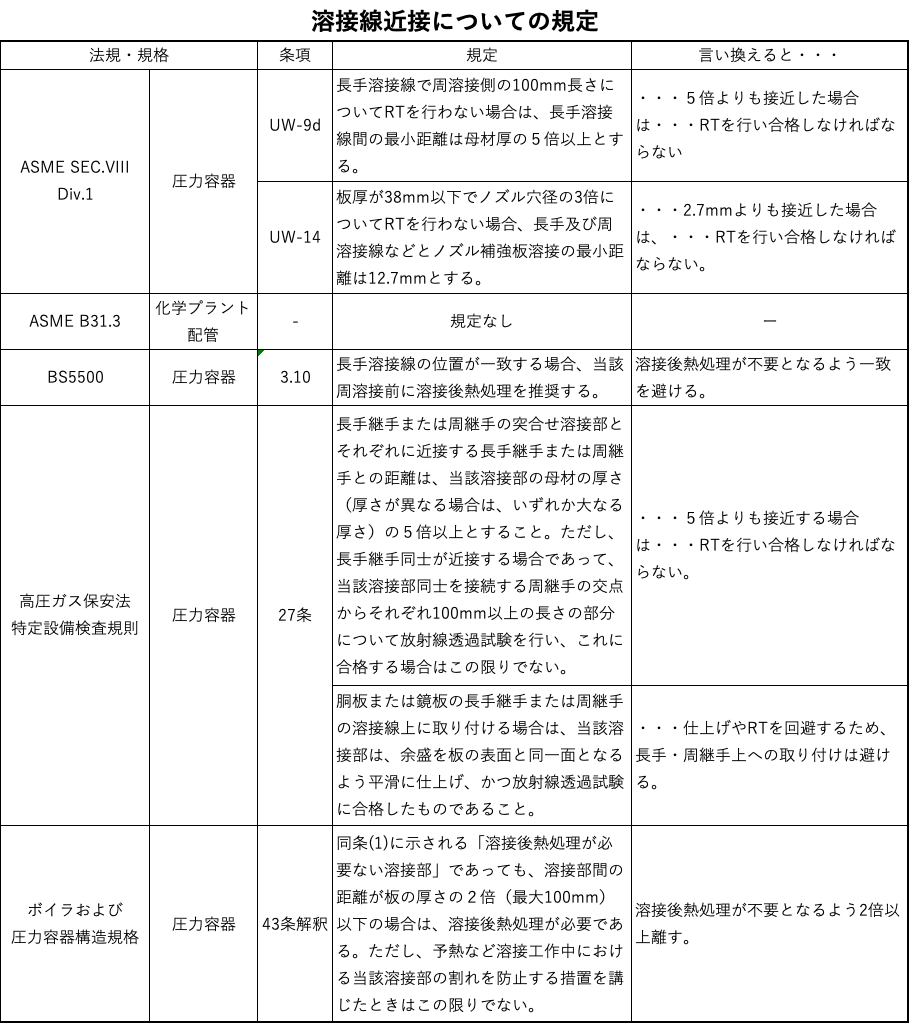
隣接する溶接部間の距離
複数の規格で下記の規定があるが、熱処理など製作段階で追加の工程が加わることがないよう、設計の段階でこれらを含んでおくことが望ましい。
これらは主として熱影響部や切り欠き部に関する規定といえますが、このほかにも溶接ひずみ、スパッタなどの付着物、表面きずなど母材部も含めた部位も外観試験の対象となります。