- ホーム
- 基礎知識
- ニッケル合金を生かす設計
- ニッケル合金の溶接開先のカンドコロ
ニッケル合金の溶接開先のカンドコロ
溶接品を必要十分に堅固な形状に仕上げ安定した使用や運転に供するためには、適切な溶接設計をしなければなりません。中でも溶接開先の形状は重要で、過去の実績や溶接するワークへの要求仕様も踏まえ、慎重に決定しなければなりません。
ここでは留意すべき事項について幾つかご説明します。
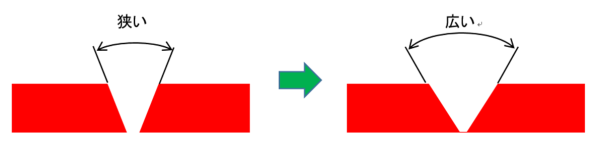
1)開先角度は広めに
突合せ溶接におけるV開先の開先角度は、ニッケル合金の溶接割れを無くすためには?でも述べたように、炭素鋼やステンレス鋼と比べて10〜20度程度広くするのが一般的です。
2)ギャップとフェースはバランスよく
十分に裏波を出したい場合はルートギャップを開けますが、二番が溶け落ちてアンダカットにならないようにルートフェースも適切に設けます。
3)フェザーエッジ開先も採用候補に
材質やワークの形状によっては、ギャップ・フェースともにほぼゼロ(フェザーエッジ)とすると、細くて均質な裏波が得られる場合があります。

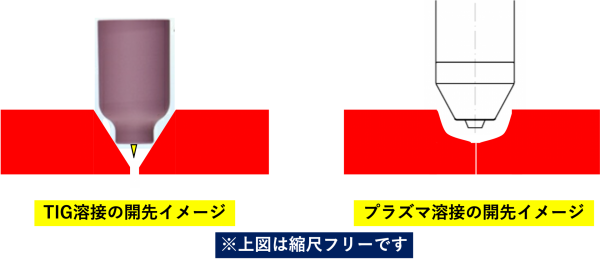
4)溶接トーチと開先形状
被覆アーク、TIG、MIG、プラズマなどの溶接方法ごとに、電極やノズルサイズなど先端形状を事前に確認し、適正なアーク長が確保できるよう開先形状を設定しましょう。
5)キーホール溶接の開先
プラズマ溶接やレーザー溶接を用いたI開先もしくはY開先によるキーホール溶接では、ルートフェースやルートギャップの許容値を、加工の可否も含めよく吟味の上設定します。
6)裏波か裏はつりか
規格上の要求仕様やワークの形状に応じ、裏波か裏はつりかを明確にします。裏波の場合は裏波の記号を、裏はつりの場合はその由を溶接記号内に表記します。
7)喰い違いの制限
必要に応じ、喰い違いについても図示するのが良いでしょう。