M&F
用語解説
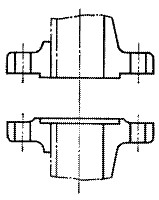
オスメス形
Male & Female
下図のようにオスメスで嵌め合い、芯出しが容易なフランジ面。溝部にガスケットを嵌め入れます。
⬅️LJ
➡️MAG
あいうえお
- アークストライク
- (アーク溶接の−)アーク長
- 当て板
- アンダカット
- 異材継手
- イナートガスアーク溶接
- ウィービング法
- ウォームホール
- 裏当て
- 裏当て溶接
- 裏波ビード
- 裏波溶接
- 裏はつり
- 裏曲げ試験
- 裏溶接
- 上向姿勢
- 円すい胴
- 応力腐食割れ
- オーステナイト系ステンレス鋼
- オーステナイト・フェライト系ステンレス鋼
- オーバラップ
- 表曲げ試験
- H形開先
- I形開先
- X形開先
かきくけこ
- 外観試験
- 開先
- 開先合わせ
- 開先角度
- 開先間隔
- 開先深さ
- 開先面
- ガウジング
- 鏡板
- 角変形
- 重ね継手
- ガスシールド
- ガスバッキング
- 過大余盛
- 片側溶接
- 空沸かし溶接
- 側曲げ試験
- 管穴
- 管台
- 完全溶込み溶接
- 管板
- きず
- 疑似指示
- 希釈
- キーホール
- (すみ肉の−)脚長
- 逆ひずみ
- 許容応力
- 喰い違い
- 腐れ代
- クラッド鋼
- クランプ跡
- クレータ
- クレータ割れ
- 蛍光浸透探傷試験
- ゲージ圧力
- 化粧盛
- 欠陥
- 現像剤
- 高温割れ
- 孔食
- (非破壊検査装置の−)校正
- 拘束ジグ
- 後熱
- 固溶化熱処理
- K形開先
さしすせそ
- 最終溶接
- (すみ肉の-)サイズ
- サブマージアーク溶接
- 皿形鏡板
- 酸化物巻込み
- 残留応力
- 試験温度
- (溶接)試験片
- 時効
- 下向姿勢
- 止端
- 自動溶接
- 終端タブ
- 周継手
- 知らせ穴
- シールドガス
- 真空試験
- 靭性
- 心線
- 真直度
- 浸透液
- 浸透探傷試験
- 水圧試験圧力
- スカラップ
- スタブエンド
- ステンレス鋼
- ストリンガービード
- スパッタ
- すみ肉継手
- すみ肉の脚長
- すみ肉のサイズ
- すみ肉ののど厚
- すみ肉の有効のど厚
- スラグ
- スラグ巻込み
- 脆性
- 積層
- 設計圧力
- 設計温度
- 全姿勢
- せん断応力
- 全半球形鏡板
- 層
- 層間温度
- 走行速度
- ソリッドワイヤ
- J形開先
たちつてと
- 耐圧試験
- 耐圧部
- 大気圧
- 耐熱鋼
- 立向姿勢
- タック溶接
- 縦割れ
- たれ
- 炭酸ガスアーク溶接
- 断続溶接
- 地きず
- 突合せ継手
- 継手効率
- 継手引張試験
- ティグ(TIG)溶接
- 手溶接
- 電弧(でんこ)溶接
- テンパーカラー
- 透過度計
- 溶落ち
- 溶込み
- 溶込不良
なにぬねの
- (鏡板の)中高面
- 長手継手
- (鏡板の)中低面
- なめ付け
- 肉盛不足
- 二相ステンレス鋼
- (溶接部の)二番
- 抜取検査
- ネスティング
- 熱影響部
- 熱応力
- ノズル
- ノンフィラー溶接
- (切断の−)ノッチ
- (すみ肉の−)のど厚
はひふへほ
- 破壊試験
- 爆発圧接
- パス
- パス間温度
- バタリング
- バックシール
- (フランジの)ハブ
- パルスアーク溶接
- 半自動溶接
- 半だ円体形鏡板
- 判定基準
- 非金属介在物
- 引け巣
- 非耐圧部
- ピット
- (溶接)ビード
- ピーニング
- 非破壊検査
- 被覆アーク溶接
- 平鏡板
- ピンホール
- プラグ溶接
- プラズマ溶接
- フラックス
- フラックス入りワイヤ
- ブローホール
- ヘアークラック
- ベベル切断
- ボイド
- 放射線透過試験
- 棒径
- 補強板
- 補強盛
- 母材
- 母材の厚さ
- 補修溶接
- ポロシティ
- V形開先
まみむめも
やゆよ
- (すみ肉の−)有効のど厚
- 融合不良
- 溶加材
- 溶接
- 溶接確認項目
- 溶接管理技術者
- 溶接記号
- 溶接技能者
- 溶接金属
- 溶接検査
- 溶接後熱処理
- 溶接材料
- 溶接姿勢
- 溶接順序
- (母材の−)溶接性
- 溶接施工法
- 溶接施工要領書
- 溶接線
- 溶接速度
- 溶接継手
- 溶接継手効率
- 溶接電圧
- 溶接電流
- 溶接入熱
- 溶接のまま
- 溶接パラメータ
- 溶接ひずみ
- 溶接方向
- 溶接方法
- 溶接ワイヤ
- 溶接割れ
- 溶融池
- 横向姿勢
- 横割れ
- 予熱
- 呼び厚さ
- 呼び径
- 余盛
- U形開先
らりるれろ わ
A-F
G-P
- GL
- GMAW
- GTAW
- H形開先
- HAZ
- I形開先
- ISO
- J形開先
- JIS
- JPI
- K形開先
- LF
- LJ
- M&F
- MAG
- MIG
- MSS
- MT
- PAW
- PCD
- PE
- PMI
- PN
- PQR
- PT
- PWHT
Q-Z
- RC
- RE
- RF (開先)
- RF(フランジ)
- RG
- RJ
- RT
- SAW
- SD
- SE
- SF
- SO
- SMAW
- SW
- T&G
- TEMA
- TIG
- TL
- TP
- TR
- TS
- U形開先
- UNS No.
- UT
- V形開先
- WES
- WL
- WN
- WPS
- WQR
- X形開先
仕上げ・テクニック
- (アーク溶接の−)アーク長
- ウィービング法
- 裏当て
- 裏波ビード
- 裏はつり
- 上向姿勢
- ガウジング
- ガスシールド
- ガスバッキング
- 片側溶接
- 完全溶込み溶接
- キーホール
- 逆ひずみ
- 化粧盛
- 拘束ジグ
- 後熱
- 下向姿勢
- 終端タブ
- シールドガス
- スカラップ
- ストリンガービード
- すみ肉継手
- 積層
- 全姿勢
- 層間温度
- 走行速度
- 立向姿勢
- 断続溶接
- なめ付け
- (切断の−)ノッチ
- パス間温度
- バタリング
- バックシール
- ピーニング
- 補修溶接
- 回し溶接
- 溶接後熱処理
- 溶接姿勢
- 溶接順序
- 溶接速度
- 溶接電圧
- 溶接電流
- 溶接のまま
- 横向姿勢
- 予熱
- PWHT
外観・きず・欠陥
- アークストライク
- アンダカット
- ウォームホール
- 応力腐食割れ
- オーバラップ
- 外観試験
- 角変形
- 過大余盛
- きず
- 疑似指示
- 喰い違い
- クランプ跡
- クレータ割れ
- 欠陥
- 高温割れ
- 孔食
- 酸化物巻込み
- スパッタ
- スラグ
- スラグ巻込み
- 縦割れ
- たれ
- 地きず
- テンパーカラー
- 溶落ち
- 溶込み
- 溶込不良
- 肉盛不足
- (溶接部の)二番
- 非金属介在物
- 引け巣
- ピット
- ピンホール
- ブローホール
- ヘアークラック
- ボイド
- ポロシティ
- 目違い
- 目視試験
- 融合不良
- 溶接ひずみ
- 溶接割れ
- 横割れ
- ラミネーション
- 粒界割れ
- 割れ
溶接
- (アーク溶接の−)アーク長
- 異材継手
- イナートガスアーク溶接
- 裏当て溶接
- 裏波溶接
- 裏溶接
- 上向姿勢
- 開先
- 開先合わせ
- 開先角度
- 開先間隔
- 開先深さ
- 開先面
- 片側溶接
- 空沸かし溶接
- 完全溶込み溶接
- 希釈
- キーホール
- (すみ肉の−)脚長
- クレータ
- 最終溶接
- (すみ肉の-)サイズ
- サブマージアーク溶接
- (溶接)試験片
- 下向姿勢
- 止端
- 自動溶接
- 心線
- すみ肉の脚長
- すみ肉のサイズ
- すみ肉ののど厚
- すみ肉の有効のど厚
- 積層
- 全姿勢
- 層
- 層間温度
- 走行速度
- 立向姿勢
- タック溶接
- 炭酸ガスアーク溶接
- 断続溶接
- 突合せ継手
- 継手効率
- ティグ(TIG)溶接
- 手溶接
- 電弧(でんこ)溶接
- 溶込み
- 溶込不良
- なめ付け
- (溶接部の)二番
- 熱影響部
- ノンフィラー溶接
- (すみ肉の−)のど厚
- パス
- バックシール
- パルスアーク溶接
- 半自動溶接
- (溶接)ビード
- 被覆アーク溶接
- プラグ溶接
- プラズマ溶接
- フラックス
- 補強盛
- 補修溶接
- マグ(MAG)溶接
- 回し溶接
- ミグ(MIG)溶接
- 溶接
- 溶接確認項目
- 溶接管理技術者
- 溶接記号
- 溶接技能者
- 溶接金属
- 溶接検査
- 溶接後熱処理
- 溶接材料
- 溶接姿勢
- 溶接順序
- (母材の−)溶接性
- 溶接施工法
- 溶接施工要領書
- 溶接線
- 溶接速度
- 溶接継手
- 溶接継手効率
- 溶接電圧
- 溶接電流
- 溶接入熱
- 溶接のまま
- 溶接パラメータ
- 溶接ひずみ
- 溶接方向
- 溶接方法
- 溶接ワイヤ
- 溶接割れ
- 溶融池
- 横向姿勢
- 余盛
- 両側溶接
- ルート
- ルート間隔
- ルート半径
- ルート面
- 連続溶接
- ワン(1)パス溶接
- FCAW
- GMAW
- GTAW
- HAZ
- MAG
- MIG
- PAW
- PQR
- SAW
- SMAW
- TIG
材料・部品・部位
- 当て板
- 異材継手
- 円すい胴
- オーステナイト系ステンレス鋼
- オーステナイト・フェライト系ステンレス鋼
- 鏡板
- 管穴
- 管台
- 管板
- クラッド鋼
- クレータ
- 固溶化熱処理
- 皿形鏡板
- 残留応力
- 時効
- 靭性
- スタブエンド
- ステンレス鋼
- 脆性
- 全半球形鏡板
- ソリッドワイヤ
- 耐圧部
- 耐熱鋼
- 二相ステンレス鋼
- ネスティング
- 熱影響部
- ノズル
- 爆発圧接
- (フランジの)ハブ
- 半だ円体形鏡板
- 非耐圧部
- 平鏡板
- フラックス
- フラックス入りワイヤ
- 棒径
- 補強板
- 母材
- マンホール
- 溶加材
- 溶接金属
- 溶接材料
- (母材の−)溶接性
- 溶接ワイヤ
- ライニング
- ANSI
- ASME
- ASTM
- AWS
- BA
- BE
- BF
- BS
- DIN
- ED
- EL(管継手)
- ES
- FF
- JIS
- LF
- M&F
- MSS
- PE
- RC
- RE
- RF(フランジ)
- RJ
- SD
- SE
- SF
- SO
- T&G
- TR
- TS
- WN
設計
- 重ね継手
- (すみ肉の−)脚長
- 許容応力
- 腐れ代
- (すみ肉の-)サイズ
- 周継手
- 知らせ穴
- 真直度
- すみ肉の脚長
- すみ肉のサイズ
- すみ肉ののど厚
- すみ肉の有効のど厚
- 設計圧力
- 設計温度
- 耐圧部
- 大気圧
- 突合せ継手
- 継手効率
- (鏡板の)中高面
- 長手継手
- (鏡板の)中低面
- 熱応力
- (すみ肉の−)のど厚
- 非耐圧部
- 補強板
- 補強盛
- 母材の厚さ
- 曲げ応力
- (すみ肉の−)有効のど厚
- 溶接確認項目
- 溶接管理技術者
- 溶接記号
- 溶接施工法
- 溶接施工要領書
- 溶接線
- 溶接継手
- 溶接継手効率
- 溶接パラメータ
- 溶接方法
- 呼び厚さ
- 呼び径
- 余盛
- ANSI
- API
- ASME
- BCD
- BE
- BF
- BOP
- BS
- BW
- COP
- DIN
- ED
- EL(設計)
- EL(管継手)
- ES
- FF
- GL
- ISO
- JIS
- JPI
- LF
- LJ
- M&F
- PCD
- PE
- PN
- PQR
- RC
- RE
- RF(フランジ)
- RJ
- SD
- SE
- SF
- SO
- SW
- T&G
- TEMA
- TL
- TR
- TS
- WES
- WL
- WN
- WPS
- WQR
試験・検査
- 裏曲げ試験
- 表曲げ試験
- 外観試験
- 側曲げ試験
- 蛍光浸透探傷試験
- ゲージ圧力
- 現像剤
- (非破壊検査装置の−)校正
- 試験温度
- (溶接)試験片
- 真空試験
- 真直度
- 浸透液
- 浸透探傷試験
- 水圧試験圧力
- 耐圧試験
- 継手引張試験
- 透過度計
- 抜取検査
- 破壊試験
- 判定基準
- 非破壊検査
- 放射線透過試験
- マクロ試験
- ミクロ試験
- 目視試験
- 漏れ試験
- 溶接検査
- リークディテクタ
- ANSI
- ASME
- ASTM
- ET(EC)
- JIS
- MT
- PMI
- PT
- RT
- TP
- UT
- WES